
生产线工艺性分析
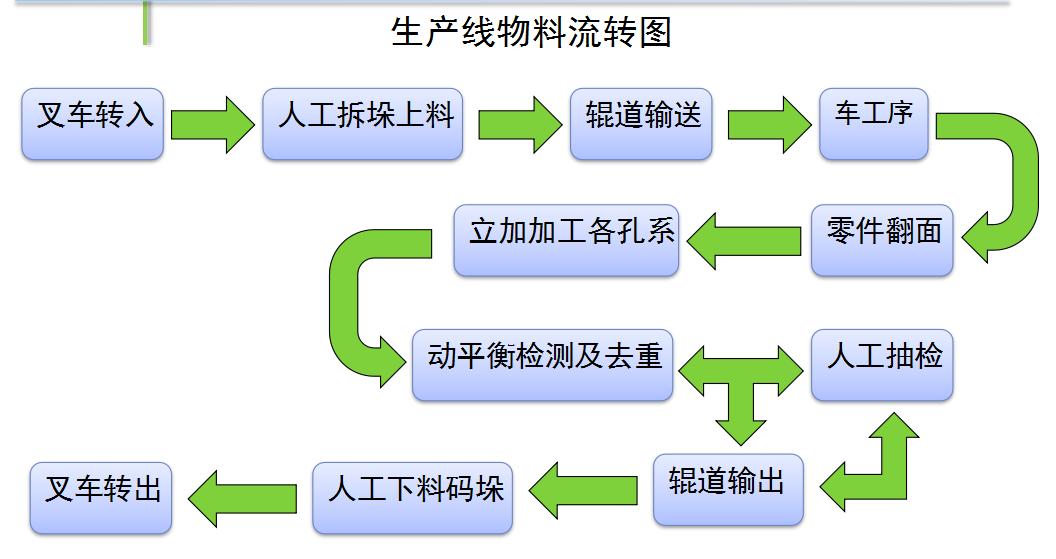
制动鼓工艺流程
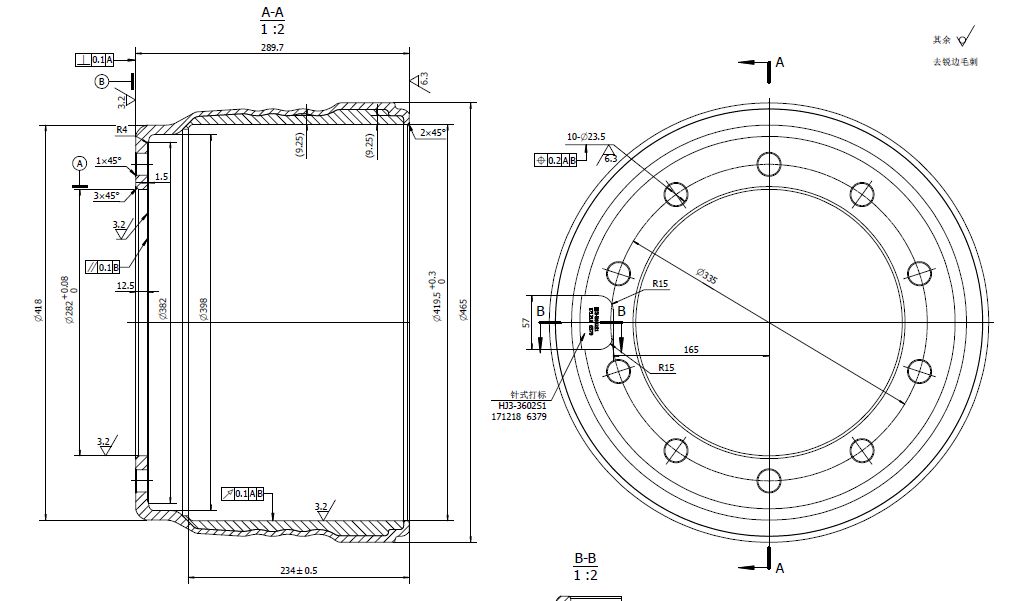
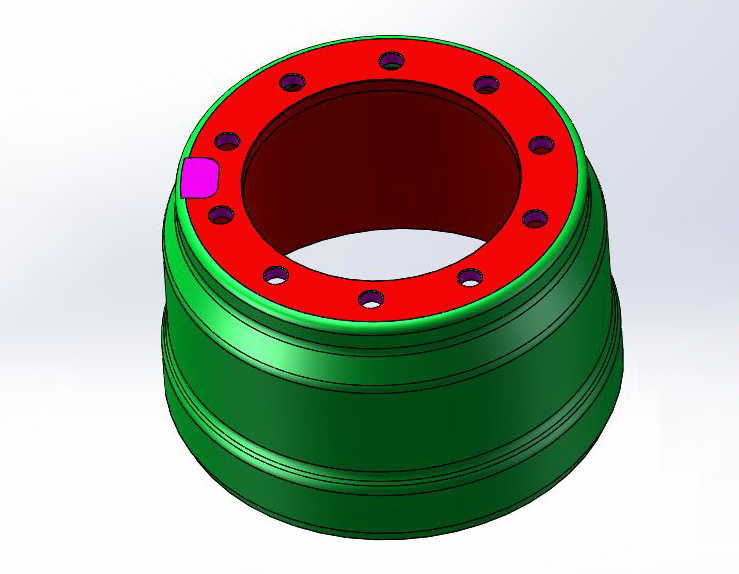
1.在车削加工时采用的是一次性装夹工艺,将所有加工部位车削完成,包括工件的底面。
2.在钻孔时采用液压夹具,以Φ282内径和上端面定位,钻10- Φ23.5安装孔及两面倒角,铣气动打标区域 ;
OP10加工节拍
|
OP10 加工节拍表 |
|||||||||||||||
|
工艺路线说明 |
|
||||||||||||||
|
客户 |
工件材质 |
45 |
机床型号 |
存档号 |
|||||||||||
|
产品名称 |
切碎刀轴焊合件 |
图号 |
制表日期 |
2021.1.19 |
制表人 |
||||||||||
|
工步 |
刀号 |
加工内容 |
刀具名称 |
切削直径 |
切削速度 |
转速 |
每转进给 |
机床进给 |
切削次数 |
每次加工 |
加工时间 |
空程时间 |
紧、松、开 |
换刀时间 |
|
|
No. |
No. |
Desoriptions |
Tools |
D mm |
VcM/min |
R pm |
mm/Rev |
mm/Min |
Times |
长度 mm |
Sec |
Sec |
Sec |
||
|
1 |
T01 |
粗车上刀面 |
455.00 |
450 |
315 |
0.35 |
110 |
1 |
20.0 |
10.89 |
3 |
3 |
|||
|
2 |
T02 |
粗车419.5内孔382台阶面282内孔 |
419.00 |
450 |
342 |
0.35 |
120 |
1 |
300.0 |
150.36 |
3 |
3 |
|||
|
3 |
T03 |
精车端面 |
455.00 |
450 |
315 |
0.25 |
79 |
1 |
20.0 |
15.24 |
3 |
||||
|
4 |
T04 |
精车419.5内孔382台阶面282内孔 |
369.00 |
450 |
388 |
0.25 |
97 |
1 |
300. 0 |
185.39 |
|||||
|
5 |
T05 |
反粗车下端面 |
390.00 |
420 |
343 |
0.35 |
120 |
1 |
65.0 |
32.49 |
3 |
||||
|
6 |
T06 |
反精车下断面 |
390.00 |
450 |
367 |
0.25 |
92 |
1 |
65.0 |
42.45 |
3 |
||||
|
Description: |
切削时间: |
437 |
秒 |
夹具夹紧及上下料时间: |
15.00 |
秒 |
|||||||||
|
辅助时间: |
21 |
秒 |
加工总工时: |
472.81 |
秒 |
||||||||||
 |
|||||||||||||||
|
客户 |
工件材质 |
HT250 |
机床型号 |
存档号 |
|||||||||||
|
产品名称 |
制动鼓 |
图号 |
制表日期 |
2021.1.19 |
制表人 |
||||||||||
|
工步 |
刀号 |
加工内容 |
刀具名称 |
切削直径 |
切削速度 |
转速 |
每转进给 |
机床进给 |
切削次数 |
每次加工 |
加工时间 |
空程时间 |
四轴旋转时间 |
换刀时间 |
|
|
No. |
No. |
Desoriptions |
Tools |
D mm |
VcM/min |
R pm |
mm/Rev |
mm/Min |
Times |
长度mm |
Sec |
Sec |
Sec |
||
|
1 |
T01 |
钻10-23.5安装孔 |
23.5潜孔钻 |
23.50 |
150 |
2033 |
0.15 |
305 |
10 |
15.0 |
29.52 |
20 |
5 |
||
|
2 |
T04 |
10-23孔口倒角 |
30复合扩孔倒角刀 |
30.00 |
150 |
1592 |
0.20 |
318 |
10 |
3.0 |
6.65 |
20 |
5 |
||
|
3 |
T06 |
10-23.5背面孔口倒角 |
22反面倒角刀 |
22.00 |
150 |
2171 |
0.20 |
434 |
10 |
3.0 |
4.14 |
40 |
5 |
||
|
4 |
T08 |
铣打标区域 |
30方肩铣 |
30.00 |
80 |
849 |
0.15 |
127 |
1 |
90.0 |
42.39 |
4 |
5 |
||
|
Description: |
切削时间: |
82 |
秒 |
夹具夹紧及时间: |
30 |
秒 |
|||||||||
|
辅助时间: |
104 |
秒 |
加工总时间: |
233.00 |
秒 |
||||||||||
生产线介绍
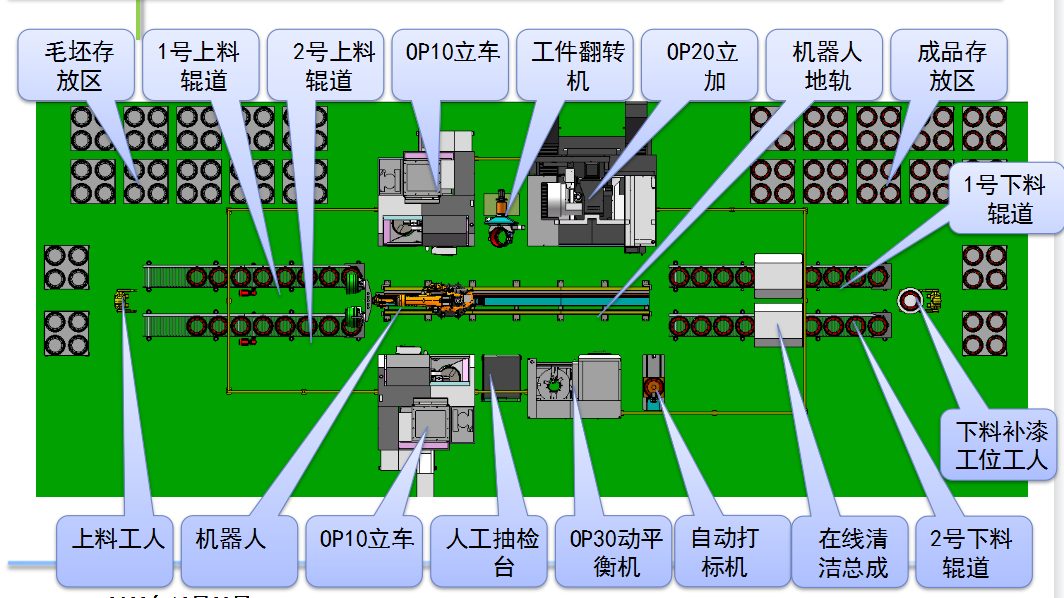
生产线布局图
Introduction to Production Line
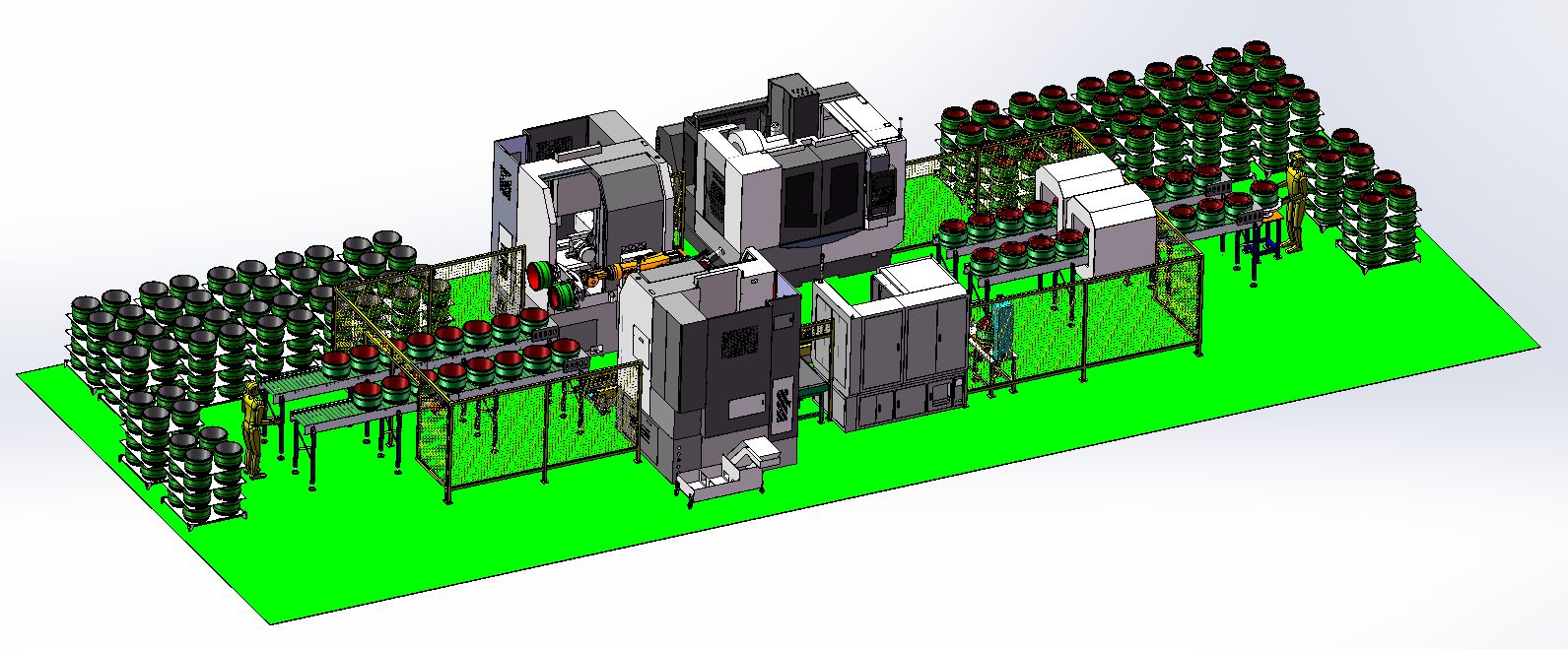
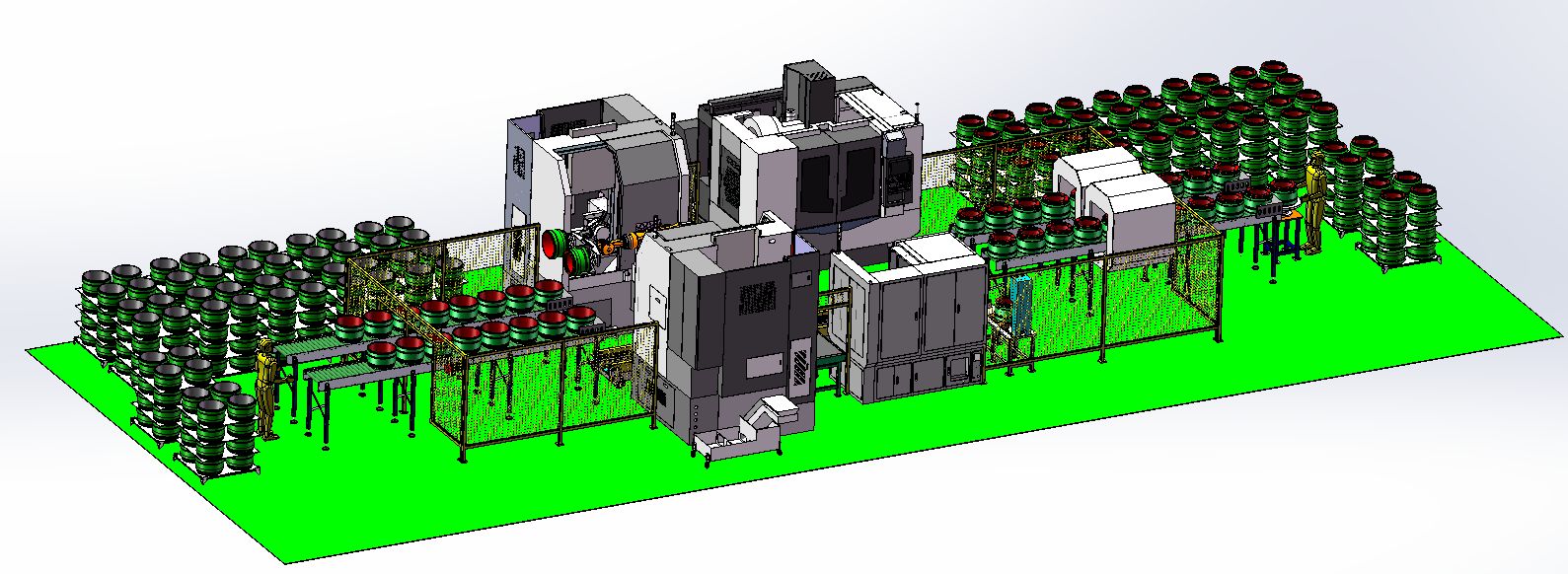
生产线介绍:
该生产线由1个上料单元、1个车加工单元和1个下料单元三部分组成,各单元内由机器人进行工位之间的物料搬运,上、下料单元前段均有叉车成筐摆放; 生产线占地面积为:22.5米×9米
生产线说明
1.毛坯由叉车送至上料工位,由人工吊装至辊道上、通过托辊送至上料工位,车工序工、翻转工序、钻铣工序平衡机上下料均有机器人完成,完工产品通过辊道送至下料工位,人工吊装码垛由叉车转出;
2.物流传送线设置大型电子显示屏,实时更新显示产量,不良品,安全生产天数等信息;
3.传送线在各单元处设置警示灯,可显示正常,缺料,报警等信息;
4.自动线采用加工单元模式,多单元组线的方式,布局灵活,适用于客户不同的布局要求;
5.采用关节机器人上、下料,稳定性高,维护保养方便,使用寿命长;
6.人员需求量少。本条自动线每班日常需求人员如下: 叉车工 1~2名(负责毛坯/成品吊装、叉运,转运) 维护工程师 1名(负责日常维护-油水刀具等)
7.自动线可扩展性强。如混线加工,工件可追溯等功能,扩展成本低;
上料单元
1.上料辊道线可存放12×16=192件;
2.人工拆垛吊装至上料辊道上,由托辊输送机运送至上料工位;
3.拆垛后的空托盘,机器人抓取放置在 空托盘下料线上,叠8层,空托盘垛人 工取走放置在存放区;
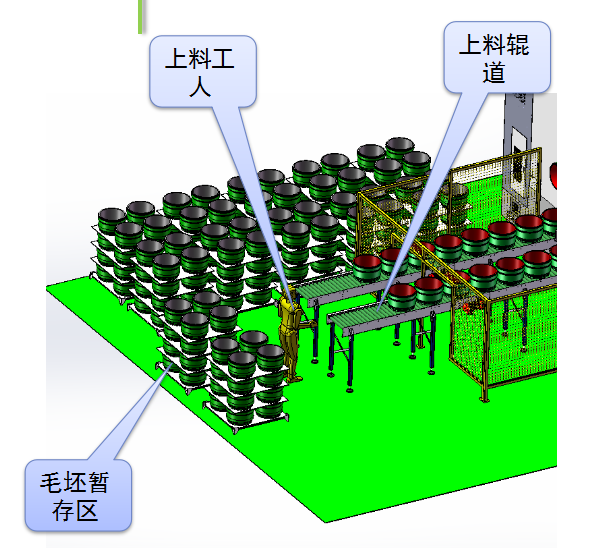

毛坯垛介绍
1.一垛16件,共4层,每层之间有隔板;
2.毛坯垛可存放160件;
3.托盘建议客户准备。要求:⑴刚性、平整度好⑵可以被机器人抓取。
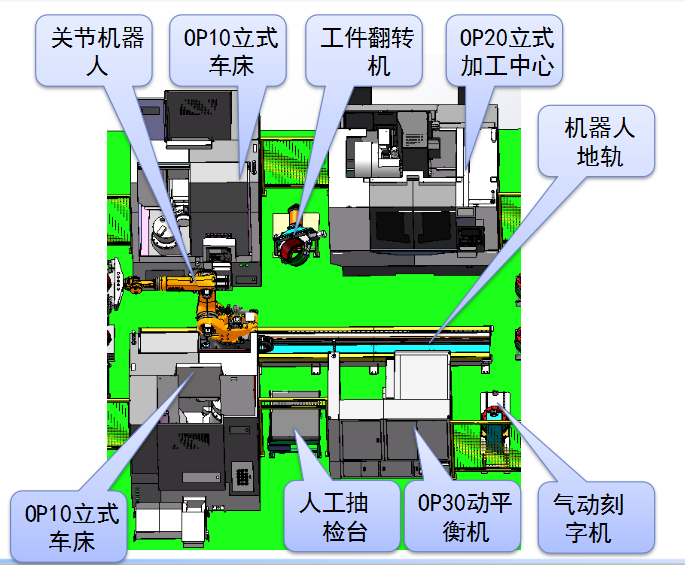
加工单元介绍
1.车加工工序由2台立式车床和一号机器人和机器人地轨组成,承担着该零件的外圆、内孔台阶面和端面的加工;
2.翻件工位由1台翻转机,承担着零件的自动翻面工作;
3.钻、铣加工工序由1台立式加工中心和一台二号机器人组成,承担着该零件安装 孔及打标区域的加工。
4.动平衡去重加工序由一台立式动平衡机组成,承担着该零件的动平衡检测、去重工作;
5.人工抽检工位,有一个皮带输送机组成,承担着该零件的人工抽检的输送和检验台的作用;
6.气动刻字机工位,承担着所有产品的刻字打标工作;
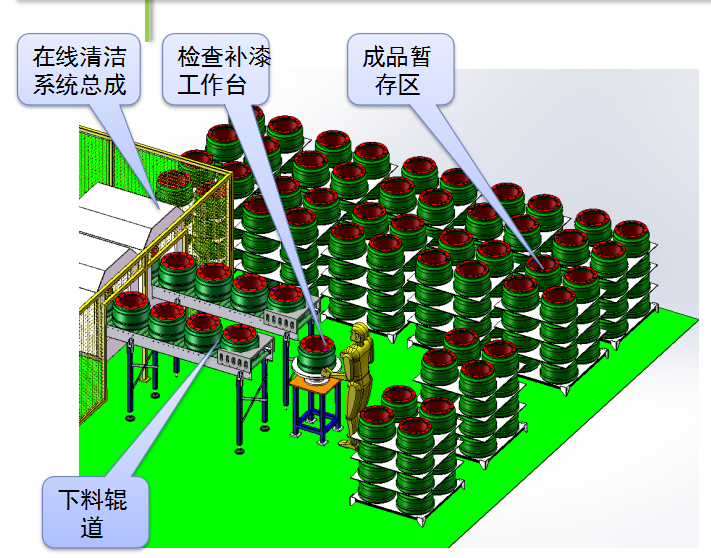
下料单元介绍
1.上料辊道线可存放12×16=192件;
2.上料位的托盘和隔板由叉车运送至下料区;
3.完工产品 由托辊输送机运送至下料工位,工人吊装、码垛叉车转出;
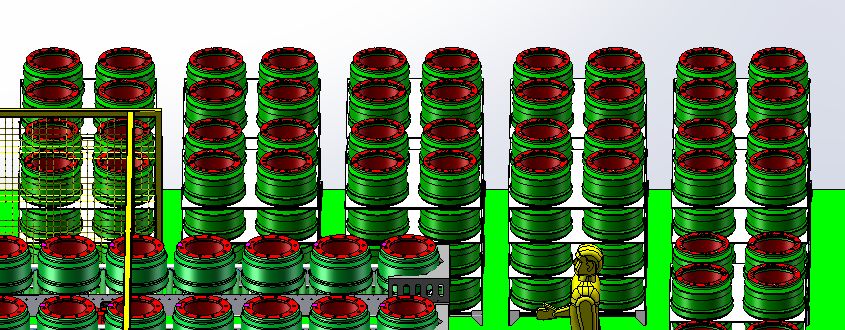

成品垛介绍
1.一垛16件,共4层,每层之间有隔板;
2.成品垛可存放192件;
3.托盘建议客户准备。
要求:⑴刚性、平整度好⑵可以被机器人抓取。
生产线主要功能部件介绍
加工、动平衡去重单元机器人介绍
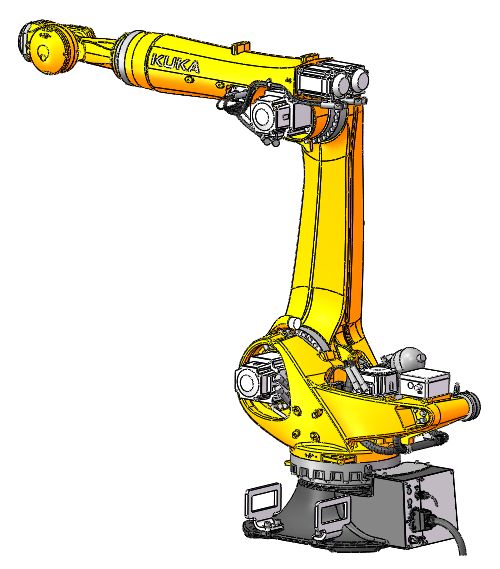
Kuka robot: KR-210-R3100-2
| 基本参数
Basic data |
|
| 机器人型号
Type |
KR 210 R2700-2 C |
| 轴数
Number of axes |
6 |
| 工作半径
Maximum coverage |
3100mm |
| 重复定位精度Pose repeatability (ISO 9283) | ±0.05mm |
| 机器人本体重量
Weight |
1134kg |
| 机器人本体防护等级Protection classificationof the robot | Protection rating,IP65 / IP67in-line wrist(IEC 60529) |
| 安装方式
Mounting position |
倒装(倾斜不能超过0°)Ceiling, permissible angle of inclination ≤ 0º |
| 机器人本体颜色Surface finish, paintwork | 本体底座:黑色(PAL9005)活动件:KUKA橙Base frame: black (RAL 9005);moving parts: KUKA orange 2567 |
| 环境温度要求
Ambient temperature |
|
| 运行时
Operation |
283 K to 328 K (0 °C to +55 °C) |
| 储存和运输时Storage and transportation | 233 K to 333 K (-40 °C to +60 °C) |
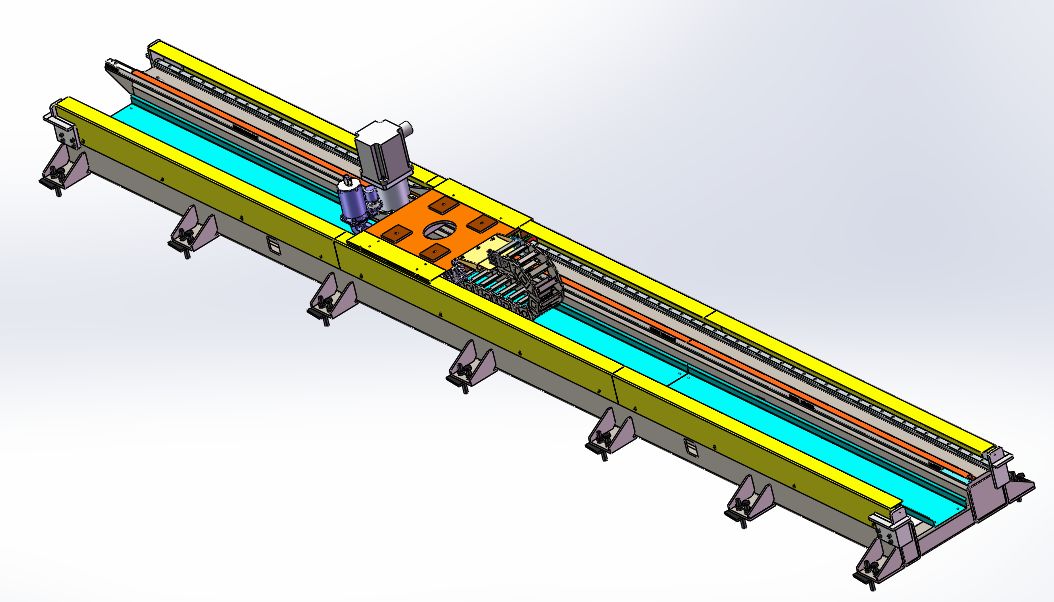
机器人行走轴介绍
该结构采用关节机器人、伺服电机驱动、齿轮齿条传动等组成,使得机器人来回做直线运动;实现一台机器人服务多台机床、多工位抓取工件的功能,可以增加关节机器人工作覆盖范围; 行走轨道,采用钢管焊接底座,伺服电机、齿轮齿条驱动方式,增加关节机器人的工作覆盖范围,有效提高机器人利用率; 行走轨道采用地面安装方式;
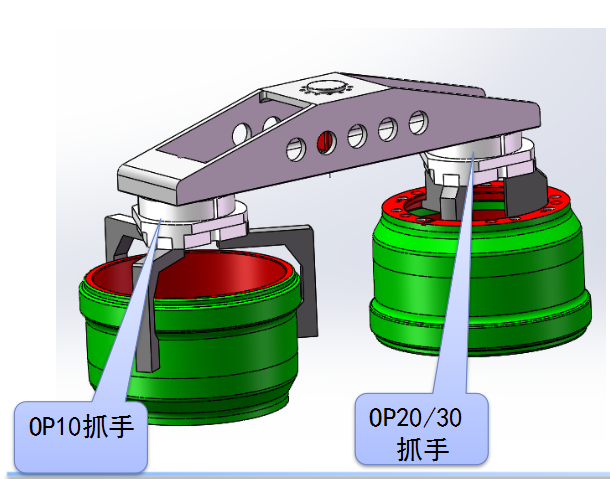
上、下料机器人抓手介绍
说明:
1.针对该零件的特点我们采用三爪外夹波浪面处;
2.该机构配有位置检测传感器,压力传感器,用来检测零件夹持状态和压力是否正常;
3.该机构配有保压装置,在断电、主气路断气的情况下,短时间内工件不会脱落;
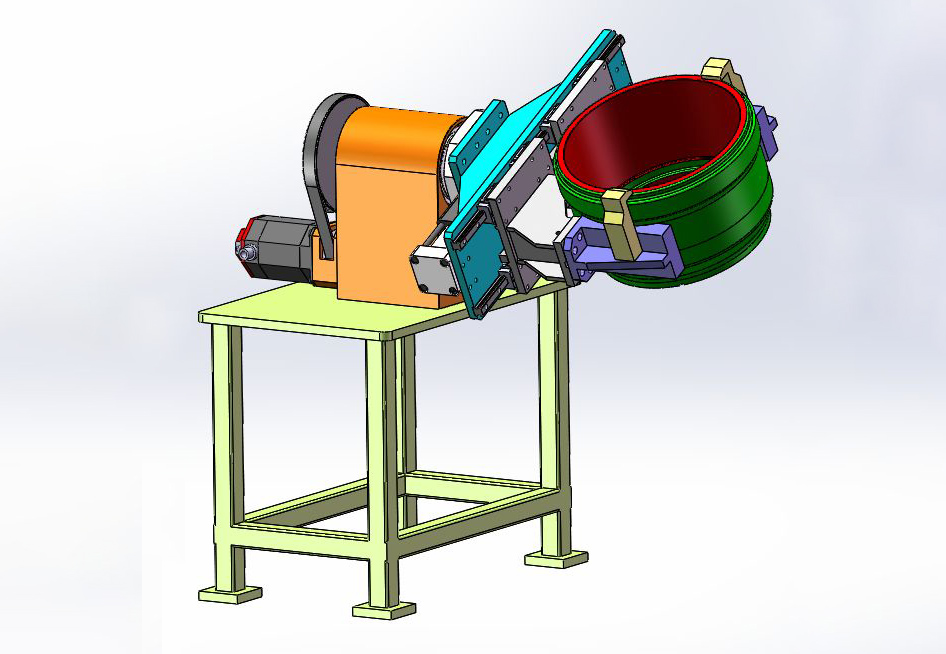
自动翻转机介绍
说明:
该机构由固定架、支撑座总成、气动抓手总成组成,具有断气后防松防脱落功能,可实现线工件的180°旋转;
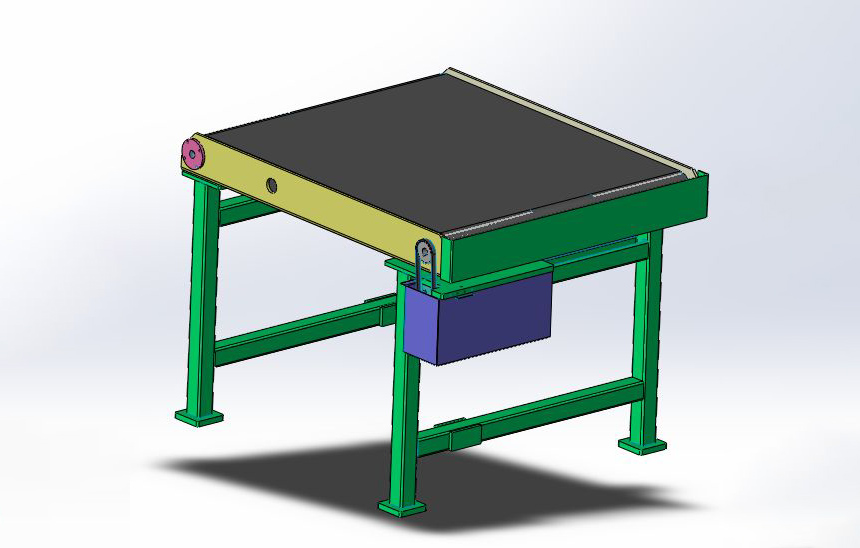
人工抽检台介绍
说明:
1.根据不同的生产阶段制定不同的人工抽检频次,可有效的监督在线测量的有效性;
2.使用说明:机械手会根据人工设置的频次将工件放至抽检台上的设定位置,并亮红灯提示,检验员按下按钮将工件运至防护外安全区域,将工件取出进行测量,测量后返回辊道;
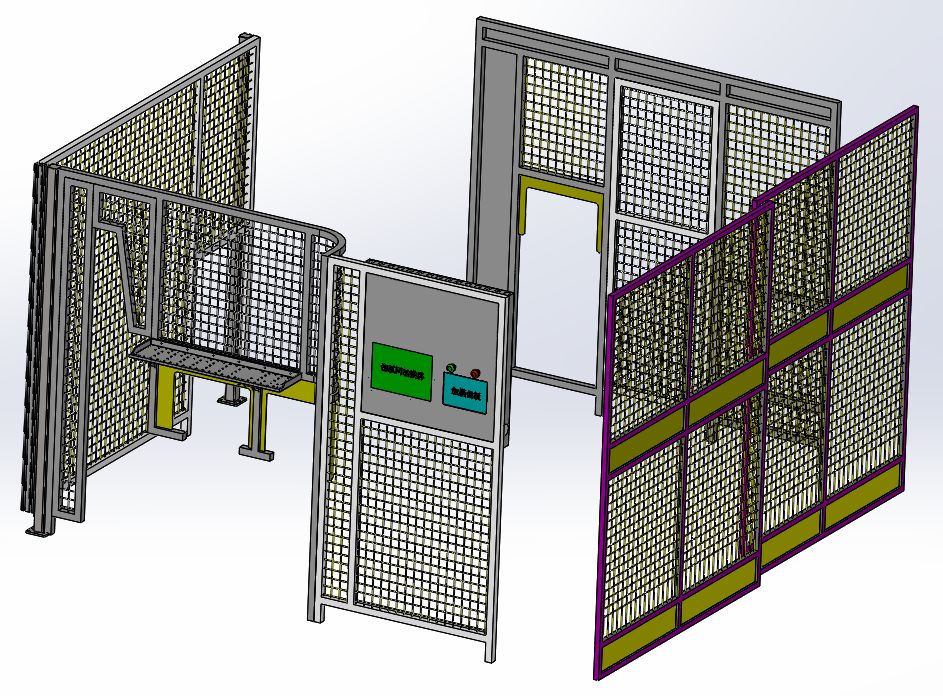
防护组件
由轻量化铝型材(40x40)+网片(50x50)组成,触摸屏及急停按钮等可集成到防护组件中,集安全与美观于一体
检查补漆工位介绍
说明:
该机构由固定架、转台组成,员工将完工产品吊到转台上,转台旋转,检查是否有磕碰划伤等现象,并及时修补磕碰缺陷及漆面;